It is possible to prevent the formation of NOx with a set of techniques which are based on the principle to create local reducing conditions in the flame of the main burner or in a defined volume of the precalciner.
Meeting strict NOx limits with innovative SCR Technologies
Two kinds of actions are possible for the control of NOx emissions, which otherwise are exceeding the limits that almost everywhere in the world are set.
It is possible to prevent the formation of NOx with a set of techniques which are based on the principle to create local reducing conditions in the flame of the main burner or in a defined volume of the precalciner.
These techniques, the so called primary measures, have strongly affected the design of the main burner, along with the need of alternative fuel injection aside or instead of conventional fossil fuels.
Unfortunately the optimum from the point of view of NOx prevention is frequently in conflict with the best setting for the kiln operations.
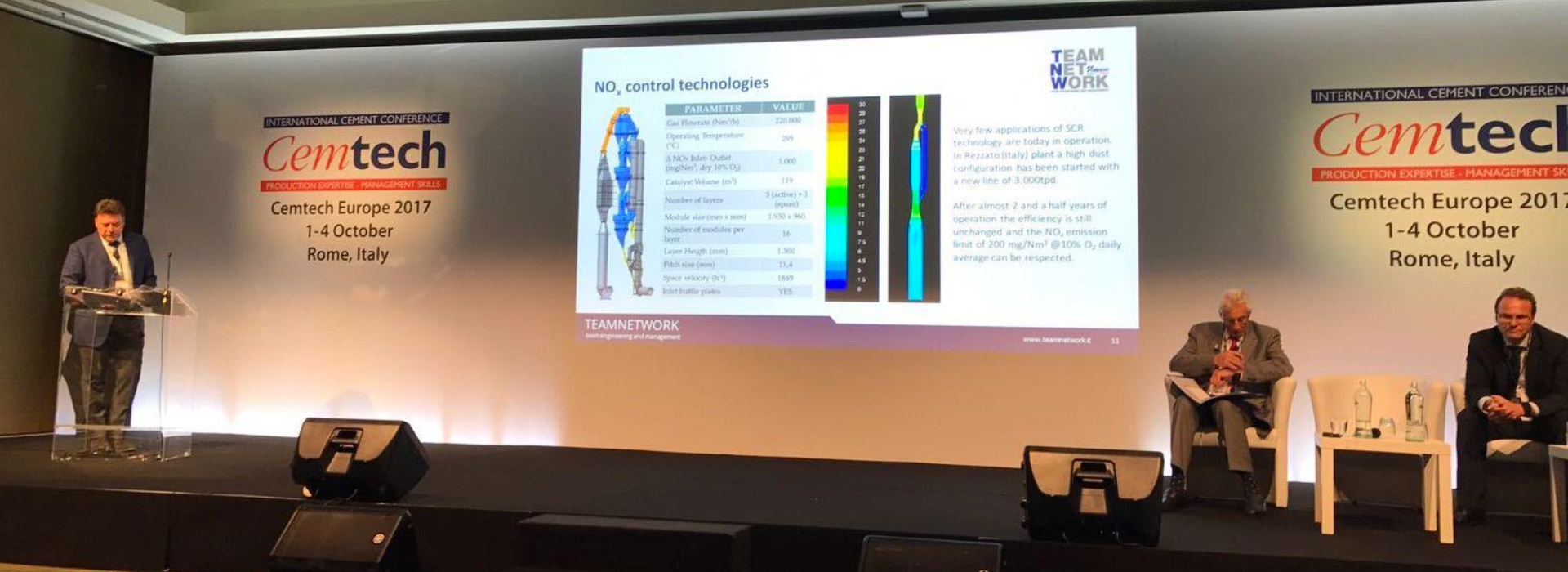
NOx control technologies

Also the calciner design has been developed in order to minimize the NOx formation. A wide variety of calciner designs are today available, to realize local reducing conditions, splitting the combustion air, the fuel and the raw feed.
Also in this case there are limits to this approach mainly due to the formation of CO and SO2 which are also limited to the stack. In many case the best primary measure is the use of alternative fuels, mainly chopped tires.
As a general rule, the primary measures can’t guarantee the respect of emission limits as low as 500 mg/Nm3@10% O2, daily average.
The second kind of actions is based on the reaction between amide NH2- and NO, to form nitrogen and water, this reaction can take place spontaneously at around 900°C, or catalyzed by Ti and V oxides at 300-350°C.
The first technology, the Selective Non Catalytic Reduction (SNCR), has been applied to almost all kind of kilns, trying to inject urea or ammonia solution where the best temperature window is located.
In these kind of applications the reduction efficiency is in the order of 40%; starting from emission levels of 800 mg/Nm3 it is consequently possible to stay below 500 mg/Nm3, without ammonia slip, both using urea or ammonia solution.
The application of SNCR technology to the precalciner produces much better results, provided that an even distribution of the reagent is realized and oxidizing conditions are guaranteed.
In this specific application ammonia solution performs better than the urea, because of its much higher diffusivity and lower reaction time.
Values around 200 mg/Nm3 can be obtained.
Already developed for other industrial sectors the SCR technology is going to find applications also in the clinker burning process.
TiO2 and V2O5 catalyst in form of honeycomb elements is put in contact at 300-350°C with the kiln gases in which ammonia solution has been evaporated. Two or more layers of catalyst elements are located just after the preheater outlet (high dust configuration) or after the process filter (low dust configuration).
To prevent catalyst deactivation it is essential to keep the SO2 concentration as low as possible. The catalyst life is expected to be in the order of three - four years, or even more depending on specific conditions.
Very few applications of SCR technology are today in operation. In Rezzato (Italy) plant a high dust configuration has been started with a new line of 3.000tpd.
After almost 2 and a half years of operation the efficiency is still unchanged and the NOx emission limit of 200 mg/Nm3 @10% O2 daily average can be respected.
Ammonia consumption in a SCR application is very close to the reaction stoichiometry. Ammonia is almost absent at the stack, apart those periods when the line is operated in direct mode, when ammonia is not captured in the milling phase and appears at the stack (around 18 mg/Nm3 10% O2).
The SCR system has also the capability to reduce TOC. In this and other cases the reduction efficiency is between 60 and 80%. No evident effects are produced on CO.
The SCR technology can be also applied as a tail end system (low dust SCR).
In this case the gas stream has to be reheated with a heat exchanger where in a first passage the temperature is increased at 300°C, and then, in a second passage in the same heat exchanger, the heat is given back to the incoming gas. The thermal energy losses are compensated recovering heat from the preheater gases, or from cooler vent air, or from a dedicated burner, using gas. The efficiency of the system is the same as for high dust SCR, with the important advantage to prevent any possible risk of plugging the catalyst even if with smaller pitch. A longer catalyst life is also expected. The total investment is of course quite higher.
The use of catalyst active at lower temperature level (180-220°C) and only available in form of granules makes it possible to apply the SCR technology also to long dry, semidry and wet kilns. In this case the high dust option is not applicable and it is necessary to prevent the presence of SO2 in concentrations higher than 50 mg/Nm3 , to avoid the formation of solid ammonium sulphate on the catalyst surface. It is necessary to install a dry deSOx system, sodium bicarbonate injection, a heat exchanger to control the gas temperature, a fabric filter, a dosing system for liquid ammonia solution and the catalyst container.
It is possible in this case to reduce the NOx emission below the level of 200 mg/Nm3 @ 10% O2 .
Suppliers support to the Cement Industry

Very stringent NOx limit will impose SCR technology utilization.
Suppliers aim to support the cement industry in this challenge.
The progress in the emission control technologies is continuous and relevant, sometime in term of reliability and cost reduction, sometime in term of higher efficiency in the pollutants abatement. The main driver of this trend is the commitment of the whole cement sector for the reduction of the environmental footprint, not only in the most industrialized countries but also and mainly in developing countries, transferring the most modern technologies for the environmental protection. Under the increasing demand of efficiency (low heat and energy consumption, high substitution rate of conventional fuels and raw materials) as well as the progressive reduction of the emission limits, now very close to the best achievable performance, the old burning lines are going to be substituted, and will be more and more in the next future, by new modern units, may be opening the way to Carbon Capture technologies.